Address
5th Floor, Zhonghuan Building, Weiyang Road, Xi’an, China
Phone
+86 182-9203-1134
Industrial Reverse Osmosis (RO) systems are advanced water purification solutions designed to remove dissolved salts, organic substances, microorganisms, and other impurities from water. These systems are widely used in industrial water treatment processes where high-quality purified water is required.
Our industrial RO systems are engineered with reliable membrane technology, energy-efficient pumps, and intelligent control systems to ensure stable operation, high water recovery rates, and long service life. They are suitable for a wide range of industries including manufacturing, food processing, pharmaceuticals, electronics, and power generation.
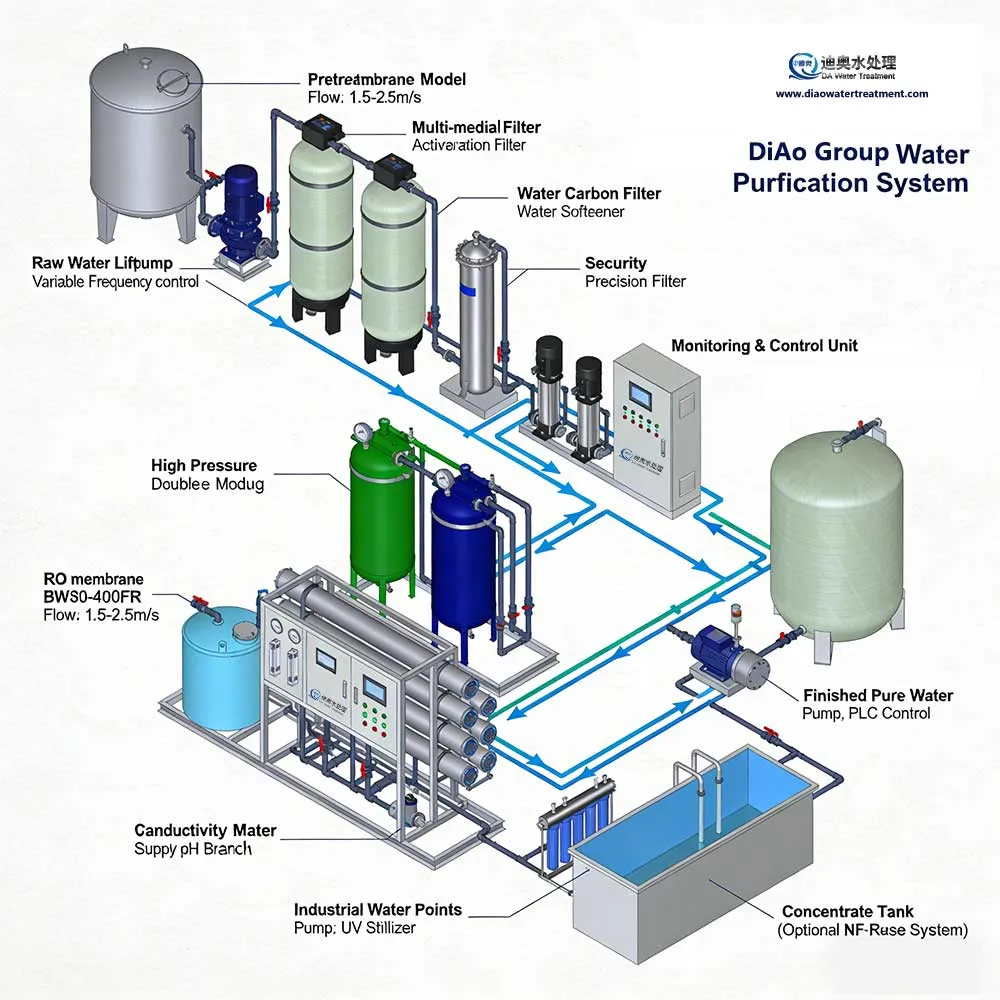
Di Ao complete industrial reverse osmosis water treatment system usually includes the following components:
These components work together to ensure stable system performance and efficient removal of impurities.
| Parameter | Specification |
|---|---|
| Capacity | 0.5 – 1000 T/H |
| Salt Rejection Rate | ≥ 98% |
| Recovery Rate | 50 – 75% |
| Operating Pressure | 0.8 – 1.6 MPa |
| Power Supply | 220V / 380V |
| Membrane Type | Spiral-Wound RO Membrane |
| Control System | Automatic PLC Control |

To ensure optimal performance, our engineering team provides customized system design based on your specific requirements.
The typical design process includes:
Each system is tailored to ensure reliable operation and long-term efficiency.
If you are looking for a reliable industrial reverse osmosis system, our team can provide customized water treatment solutions based on your project requirements.
Contact us today to learn more about our industrial RO water purification equipment.
Industrial reverse osmosis systems are widely used in industries that require high-quality purified water, including:
Reverse osmosis equipment mainly adopts reverse osmosis membrane separation technology (RO). The RO process uses semi-permeable spiral-wound membranes to remove dissolved solids, organic substances, colloidal particles, and bacteria from water.
During the reverse osmosis process, raw water is pressurized by a high-pressure pump and forced through the RO membrane. Water molecules pass through the extremely small pores of the membrane, while dissolved salts, organic compounds, microorganisms, and other impurities are rejected and discharged as concentrated wastewater.
The purified water that passes through the membrane is collected and stored as product water.
Industrial reverse osmosis systems can typically remove:
Thanks to its outstanding purification performance, reverse osmosis technology is currently one of the most advanced and widely used methods for producing purified water in modern water treatment systems.
Industrial reverse osmosis systems offer reliable performance and efficient purification for industrial applications.
High Salt Rejection
RO membranes can remove up to 95–99% of dissolved salts, ensuring high-purity water output.
Energy Efficient Operation
Advanced high-pressure pumps and optimized membrane configurations reduce energy consumption and improve system efficiency.
Automatic Control System
The system can be equipped with PLC control and touch screen operation for automatic monitoring, alarm functions, and easy operation.
Stable Water Quality
Continuous operation ensures consistent purified water quality suitable for demanding industrial applications.
Wide Capacity Range
Industrial RO systems are available in capacities ranging from 0.5 T/H to 1000 T/H, suitable for different industrial production scales.
Modular Structure
Compact modular design makes installation, maintenance, and system expansion more convenient.






